MECHANICAL solutions, technology RECYCLE and MOTION AUTOMATION
'Mechanics' inlude much more than these 44 examples
Load carrying steel constructions up from flool level and down from roof hangers
Service platforms, stairs
Product gages, transfer trolleys, loading and unloading position equipment development
Crane modifications, end carriers and long travel tracks
Crane prower supply, stoppers, hoisting developments, automation component designs
Crane installation
Automatic lines detail designs: track, chain lengts, pull nose syncronatinizing etc.
Automatic lines mounting inspections and consulting
One curing oven others consulting
-
2014 - Finland
Vertical powder painting line renovation
Absolutely most efficient powder painting line in Finland with 1.44m/min and c/c 100mm support distancy. Productivity with main products increased 33%. Pretreatment line leaks fixed and process developed to next level. Twin track transfer conveyor fully renoviert. Powder painting equipment (Trasmetal) support. Factory ventilation as well powder filter system development to fix basic design errors.

-
2013 - Finland

Vertical powder painting line technical support
High volume aluminium factory profile painting line tecnical support, system teaching, service planning and service work leadership. Development of updated paint shop user manual for chrome free powder painting.
-
2013 - Finland

Powder chain grounding point cleaning system
Powder painting transfer conveyor grounding point cleaning system to ensure propper grounding. Before system assemply both chains had to be cleaned several days because of old powder burned to support surfices. This problem is very typical.
-
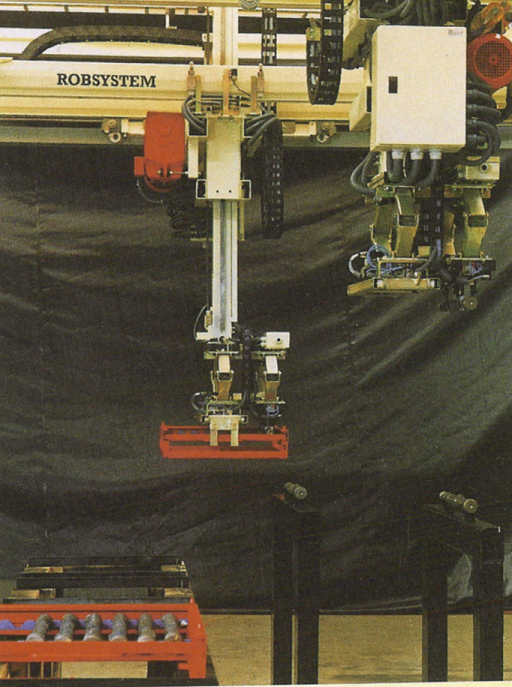
2008-1996 - Several locations

Pre-treatment automatic dip crane
For aluminium profile pre-treatment before profile powder painting. Main bridge recycled technology. Three applications with PLC programs, computer HMI and process control according customers requests. All in active use.
-
2008 - several

Several automatical P&F powder painting lines
Five automatical powder painting line turn-key designs from scratch. Conveyor components were all recycled. Electric heating curing ovens.
-
2007 - Russia

Automatic crane tracks and ventilation tubes
New floor coated with chemical resistant coating. Crane track design. Crane was recycled to these new tracks. Pre-treatment tanks are also recycled but also two new tanks 8x1x2m^3 will be made.
-
2007 - Russia

Double pre-treatment bath under construction
Mechnaical design and dimensioning.
-
2007 - Russia

Old conveyor parts before recycling
Parts were bought from a local bakery. From those componets and some extra parts we designed a new line. Every part were measured and documented.
-
2007 - Russia

Old factory renovation
Sand floor shall be soon have a new floor. Open wall will be shut by sandwitch panels waiting only floor foundation.
-
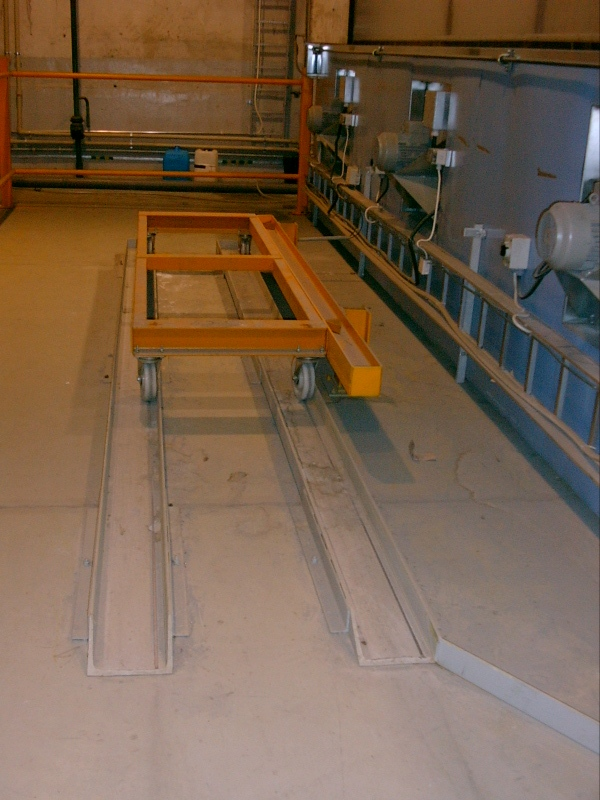
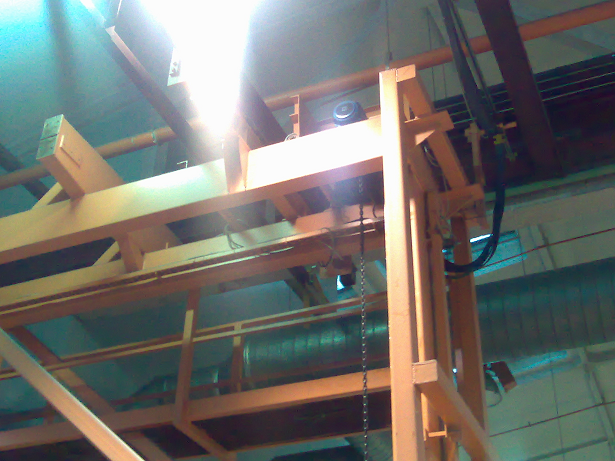
2007 - Russia

Painting line design and supporting elements
Recycled and remodified old conveyor supported from floor level which reduce flexibility. Pilar positions must be carefully designed. To the roof is was not allowed to fix any supporting elements.
-
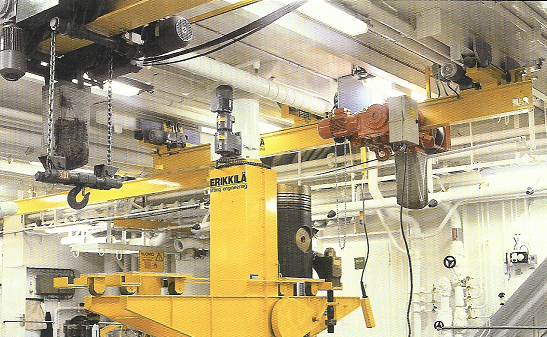
2007 - Finland

Oasis hoisting application development
World's largest cruiser ships hoisting application evaluation and solution research. Picture center above passenger lift 'Central park' service crane assembled according to our proposal drawings.
-
2003 - Russia

Aluminium powder painting automatical line
Mechanical details desing, middle heaven, layout, controls system design, conveyor electric cabin design, plc program design and programming, computer HMI programs, automatical quality data collection and intelligent interface for easy checking. Exhaust and fresh air input ventilation as well as powder exhaust main designs using existing machinery.
-
2002 - Russia

Manual conveyor control panel for 5 stops
Automated power and free (P&F) conveyor simple HMI panel. Electric diagrams, mechanical costruction, connection to PLC and computer HMI. Two chains forward/backward, stop 1-5 open/close, mode selector Auto/Manu. Siliminium panel body for hard use.
-
2002 - Russia

Crane end girders for recycled automatical crane
Old eccentrical driving system changed to standard centric crane I-beam trolleys.
-
2002 - Russia

Pre-treatment crane tracks under construction
Old factory where was established a new painting shop. Based on to our mechanical design a local company made a project and installed new tracks. Roof support was not allowed.
-
2002 - Russia

Gage, gage trolley and loading station
All mechanical and electric controller desings by us. A 'turn-key' project.
-
2002 - Russia

Dip treatment crane
Recycled crane under way to rinse aluminium profiles. Rigid steel construction support previous known problems with vertical guides. Construction support a gage from swinging in a case of line emegency stop.
-
2002 - Russia

Stairs to a new office to 2.nd floor
Existing 2.nd floor was removed to a a point seeing stair joint. Stairs designs to ensure safe entry to office.
-
2002 - Russia

Flexible conveyor track support
CSF Schwaben track support fixed to adjustable I-beam support which makes track assy easy and accurate.
-
2002 - Russia

Gages and their transporting trolleys
Our design and integration to crane technology. Ready gages and trolleys waiting production to start up.
-
2002 - Lithuania

Prehandling unloading position
Empty gage trolley waiting a gage from pre-treatment process. Oven construction by a subcontractor.
-
2001 - Lithuania

Hoisting and new vertical guide support
Crane capacity was increase 10-20 times from previous use. Design contructions were made to improve mechanical reliability and automation. From old crane was taken only technology which was evaluated probber working.
-
2001 - Lihuania

Process tanks, tubing and controls
Pre-treatment tanks in position. Crane lifted to its tracks.
-
2001 - Lithuania

Loading position gage guide and detector
A simple guide to position product for automatic lift up. Inductive switch is reguired for loading activation and ensure start up.
-
2001 - Lithuania

Curing oven warm air collection cap
Oven output and unloading area covered with a exhaust cap to reduce hot air and curing smoke disadvantages.
-
2001 - Several

Hoisting application evaluations and support
Technical inspections and local personel support to provide propper service for hoisting and conveyor applications.
-
2000 - Finland

Robotized wet painting station controller
Automatical diesel engine 5 color painting station conveyor and color change control panel. PLC control. Required color code received from control HMI computer which read escort memory tags before product enter to the painting station.
-
2000 - Finland

Crane horizontal and vertical positioning
Rotary encoder (yellow) measures linear position where as double inductive limit switvh maesures vertical position in both crane vertical guides. Recycled and new construction support each others.
-
2000 - Several

Moving machinery power supply designs
Crane and material handling machine power and control system cabeling designs and project management including component selection, ordering and installation management.
-
1997-2004 - Finland

Escort memory reader for painting color change
Diesel motor individual robotised painting program and wet painting color selection were controlled with escort memory chips. Escort memory also provide accurate product flow times for motor final insallation. Line was started with a production of 13.000 motors and updated up to 24.000 motor manufactured annually. Design, installation, development and upgrades.
-
1997 - Estonia

Crane tracks for two cranes
Recycled crane with improved stability to ensure automation. Old crane had problems to stuck in position because of false construction.
-
1996 - Finland

Power and free (P&F) conveyor re-cycling
Steel construction designs for Line (yellow/red) and middle heaven (light grey). Line design changes taking in count pull nose distancies. Old and new conveyor parts used to enable conveyor re-cycling. Orginal line built 1988. Detectors changed to inductive type. Some old conveyor parts kept because customer request - link chain power unit. Line still in production use. Conveyor by Caljan DK.
-
1996 - Estonia

Pre-treatment process cabin
All mechanical and electric designs. Two power supplies to enable production plant one high voltage transformer service/out of order. Orginal transformers were old CCCP ones. Still in production.
-
1996 - Estonia

Crane control panels and emergency stops
Control pilar mechanical design. Electric wirings and system start-up.
-
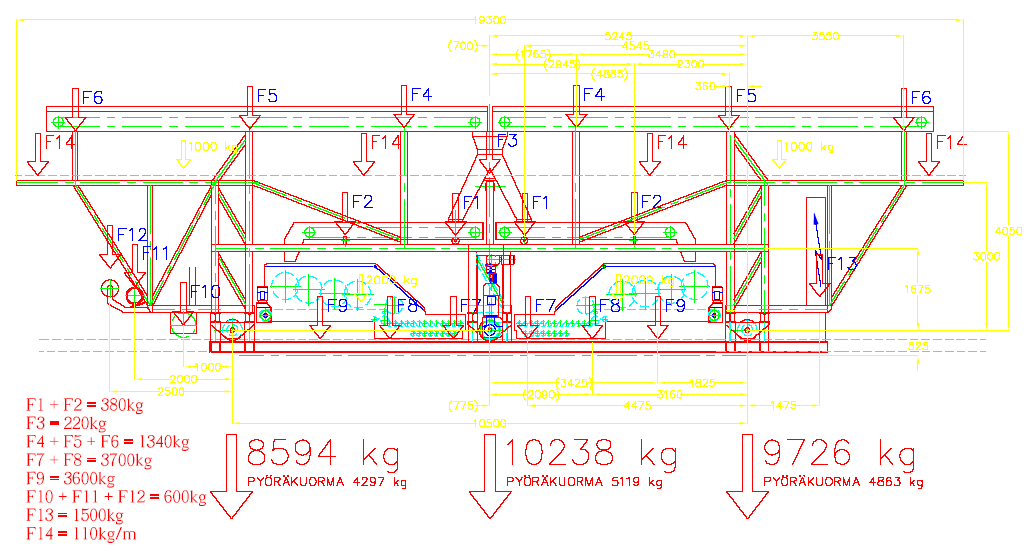
1996 - Finland
A study of macine acceleration and deceleration
Heavy wood industry machine wheel load study to improve product quality. New solutions for motor control, gearboxies and control systems.
-
1996 - Estonia

Old crane vertical guide update
Old existing hoist recycled. Added vertical positioning toothband tracking with double input indcuctive encoder to count up/down position with old japanise IDEK plc which had only one counter input. Counter was used for crane positioning. Crane is still in used as designed.
-
1996 - Estonia

Recycled conveyor supporting new middle heaven
To ensure rigid construction and reduce dust to drop down, conveyor lines are supported under rigid 'middle heaven'. Construction enables accurate track support construction.
-
1996 - Estonia

A gage coming out from last bath for rinsing
Gage and crane design by us. Dry oven right by a sub constructor. Bath designs by the customer.
-
1994 - South Korea

Two cam shaft palletizing robots
Customer's firsts 3-axis portal robots for cam shaft palletizing to their storage boxies. New empty storage box piled over full layer of cam shafts. Awarded by 'Finnish key work of the month' on Finnish TV company MTV3.
-
1992 - Sweden

Flexible lamp palletizing system
Pallets on their own pile. Different pallet sizes to improve transportation efficiency. Intermediate cardboards in two adjustable pile positions filled automaticly according user pile layout. Cardboads hold palletized product piles better in shape while transportation. No fixed pallet places, computer HMI enables easy teaching. Communication consult for PLC<->PC. Project start-up.
-
1992 - Finland

Dairy industry can storage automated crane
Problems to be solved: 1) 15 seconds/one box, a'20kg 2) low headroom Solution: Fixed pilar at both sides of belt conveyor. Lift one layer and fill belt conveyor according transfer speed. Customers control system.
-
1989 - Finland

Artifical fur roll flexible palletizing robot
1. palletizing robot were was solved increasing product weights and numbers. Sugtion system developement, pilar hoist with internal built pneumatic hoisting zylinder and tooth band drive system. Computer HMI with fluent pallet positions - Notice: No fixed storage points, positions centers were teached by driving crane above storage center.
-
1985-1989 - Finland

Crane driving system and scissors guide
Automated crane computer control TEKES project started 1985. Scissors guide was developed for this project and computer controlled crane was presented at Hannover Fair 1987. Tooth band driven crane for long distancies was patented FI86291 17.2.1989. Picture project Sime made computer SQL based HMI product storage system and consulted control cabin manufacturer how make PLC program for Siemens S5 PLC.
-
1984 - Finland

Cruiser machine room lifting system
Low headroom make possible to increase above locating show theater height. Spare piston crank shaft located on a turn table in the midle of 4 diesel engines. Empty place was for broken piston-crank shaft. Customers problem (pilar) was turned to winning solution how reduce piston sideway lifting. Shipyards first electric driven lifting system was built according Loyds register. English language documentation.