MECHANICAL solutions, technology RECYCLE and MOTION AUTOMATION
'Control cabins' introduce 24 examples
Power supply designs
Cabeling pre-desings from transformer rooms to energy consumption points
Cabin constructions
Power dimensioning
Main switch
Emergency circuit design
Relay automation
Control system power supply
Cabins check in and installation checking; if needed connections repaired
All introduced cabin turn key start ups
Service and technical support
-
2013 - Finland
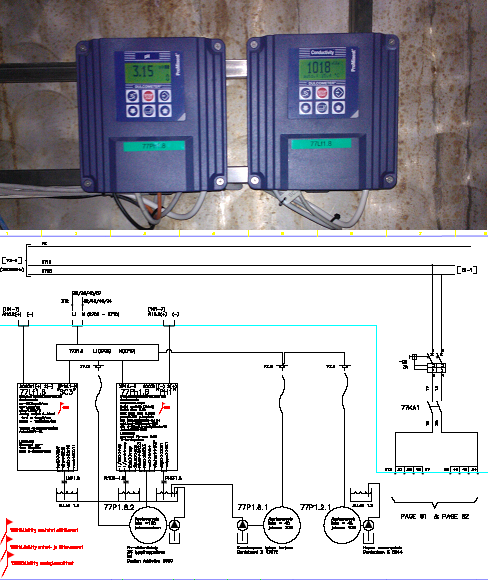
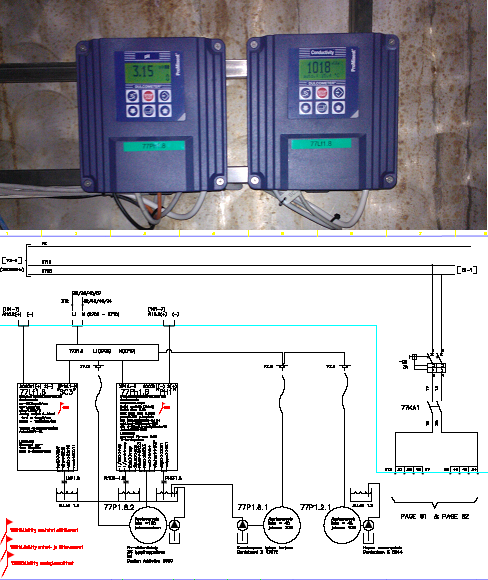
pH and conductivity system update
Several years users had limited methods to control process quality. Added pH and conductivity meters, connected then and finally taken then in production by programming their parametres. Process got much much more stabile and easy to control. Workers are much happier.

-
2011-1996 - Several

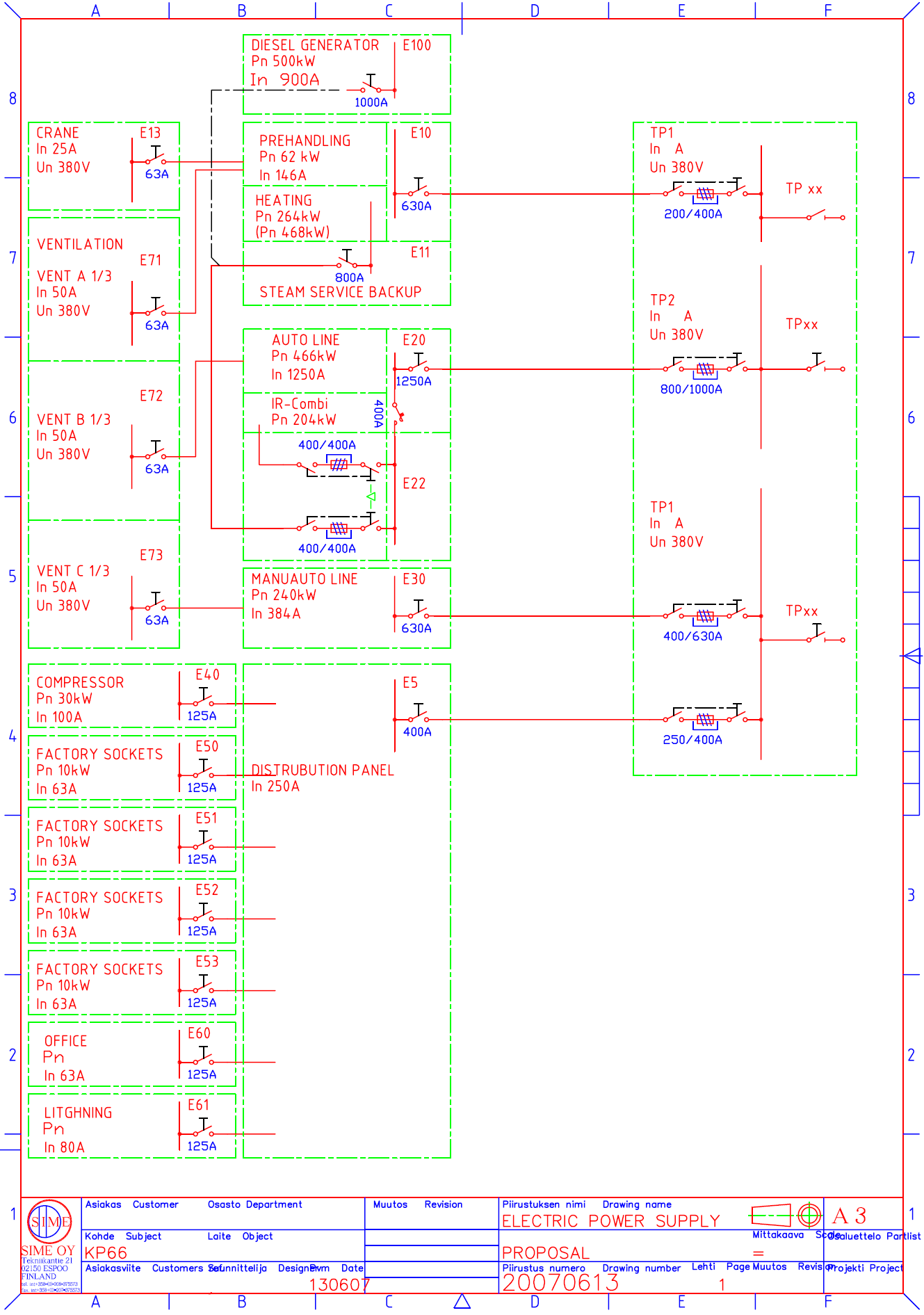
Power distribution diagram to power cabins
Mains diagram for factory power distribution. System included an generator energy backup and two cross switch cabins for temporal power loss. Backup generator was needed allready in the start up because locals one transformer room renovation was delayed.
-
2011-1996 - Several

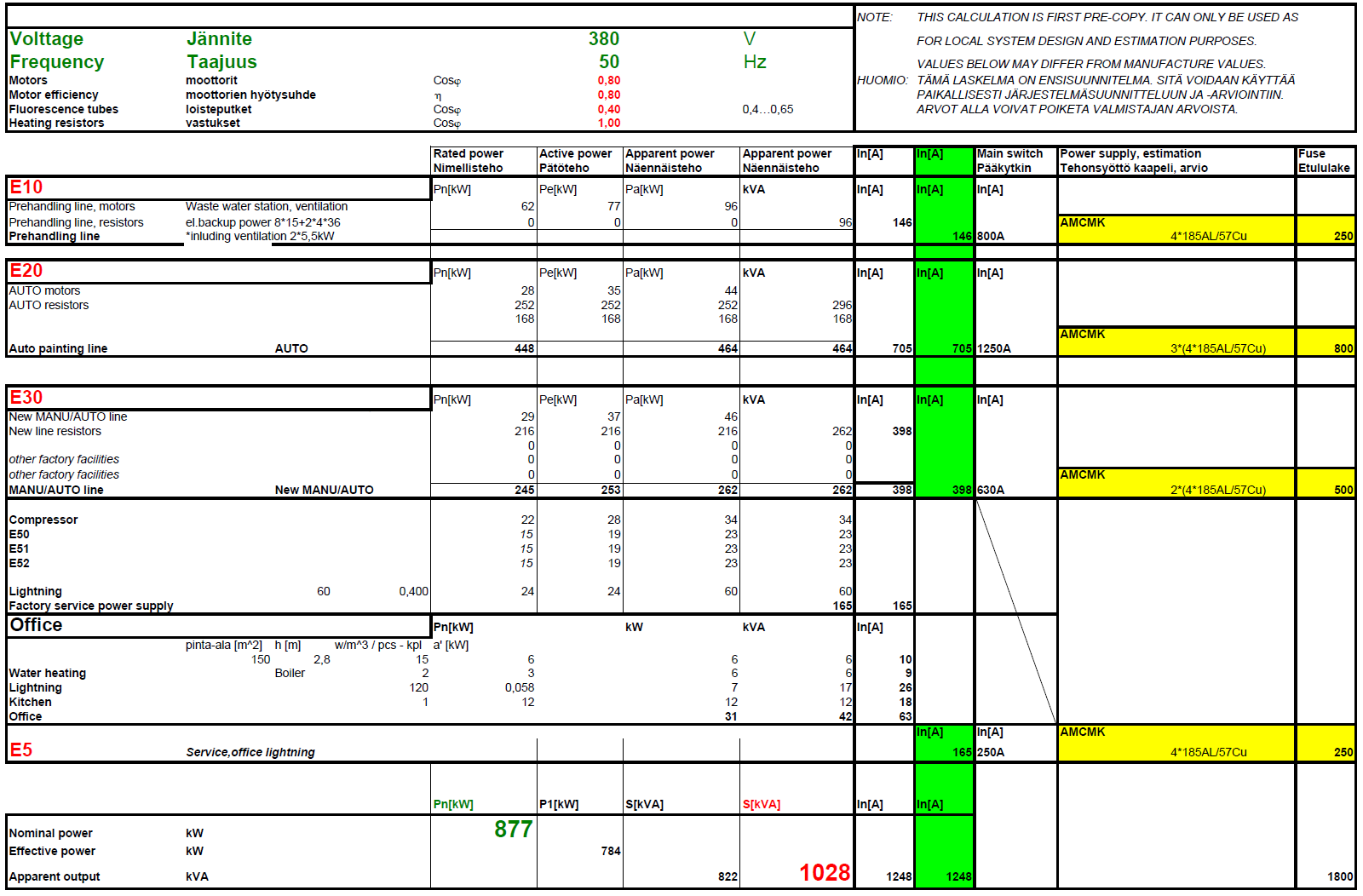
Consumer point energy kVA calculations
Power consumer point related energy calculation. In this project the fresh input air was heated with steam energy.
-
2008-1996 - Several locations

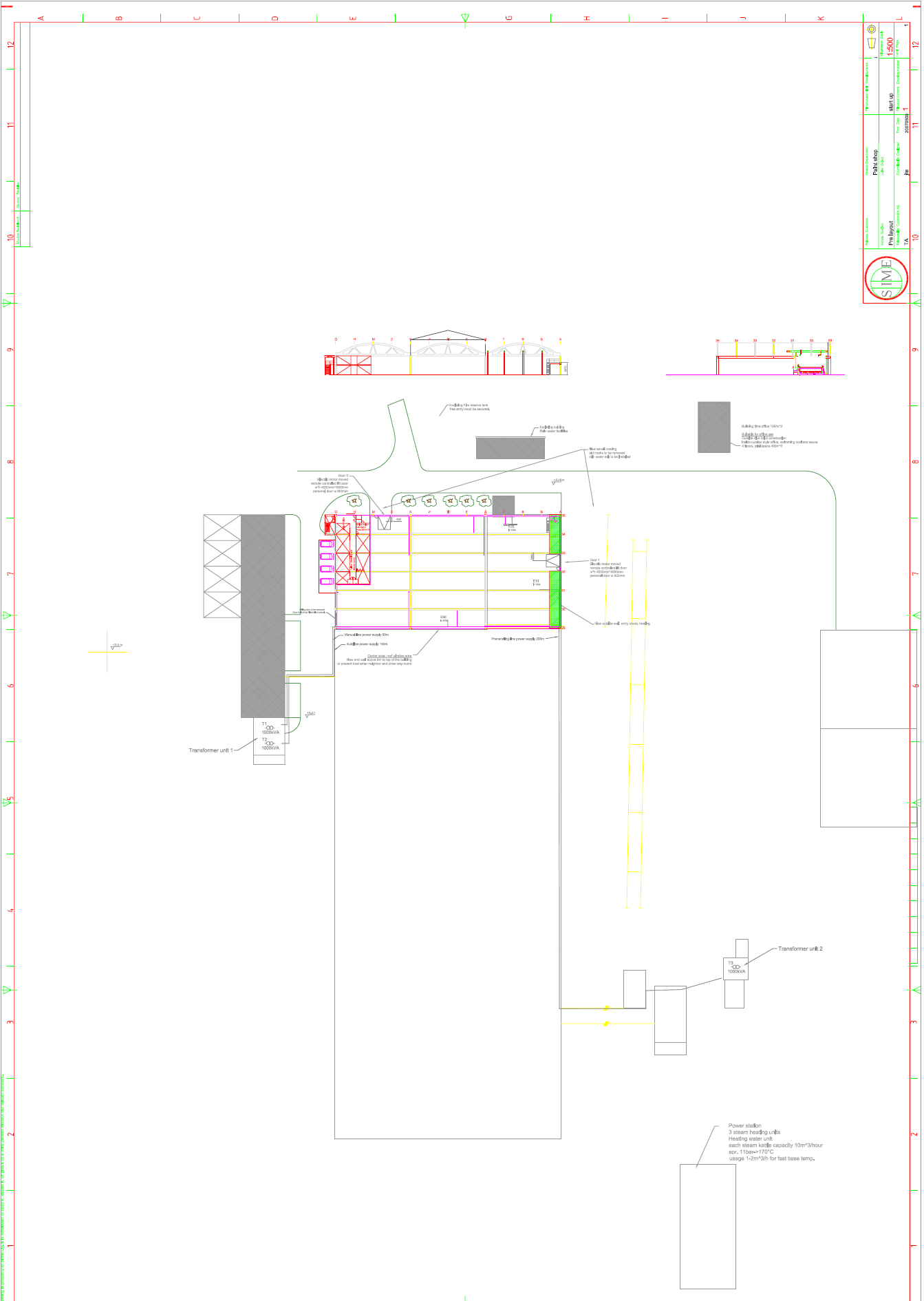
Power supply points and main cable lengths
After checking transformer points the mains power nust be re-allocated so that production will run even if old transformers may have unwanted cut offs.
-
2008 - Russia

Powder painting line controls with IR-Compi oven
Automatical P&F powder painting line with standard conventional electric heated curing oven with IP-Combi zone to increase capacity and decrease powder pollination. Oven control by IUT/Sweden.
-
2008 - Russia

Manu/Auto powder painting line control cabins
Automatical powder painting line with quick switch from high capacity painting to manual painting painting mode. Line, curing oven and all ellectric oven and conveyor designs. System start-up.
-
2003 - Russia

Manual powder painting line control cabin
Cabin mechanical desing. Control and main power diagrams and component selections. Timer start and end of day. Curing oven with 3 electric heating units each 56kW. Ventilation control. Cabin from local manufacturer.
-
2003 - Russia

Automatical pre-treatment line control cabin
Bath and drying oven heating and chemical pump controls. Local cabin manufacturer. Delivery receive checking.
-
2002, 2003 - Several locations

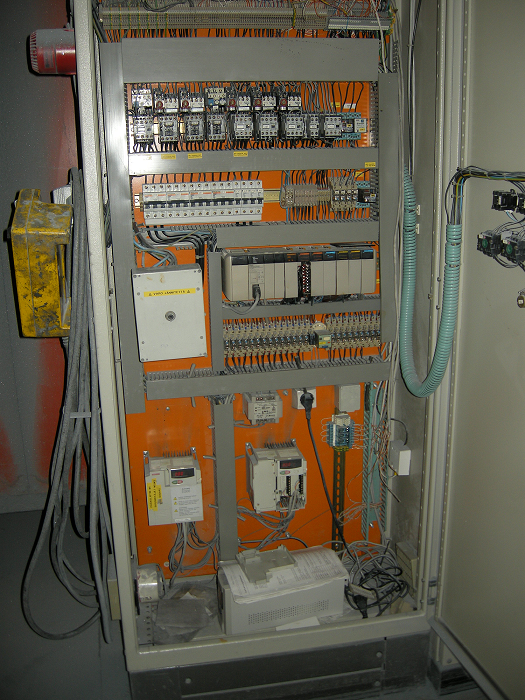
Standard PLC and Computer HMI control cabin
Standard cabin construction for automated cranes and power and free conveyor lines. Cabin size should be minimized due production area limitations. Control power backup supply over 1/2 hour power electrics cut off.
-
2002 - Russia

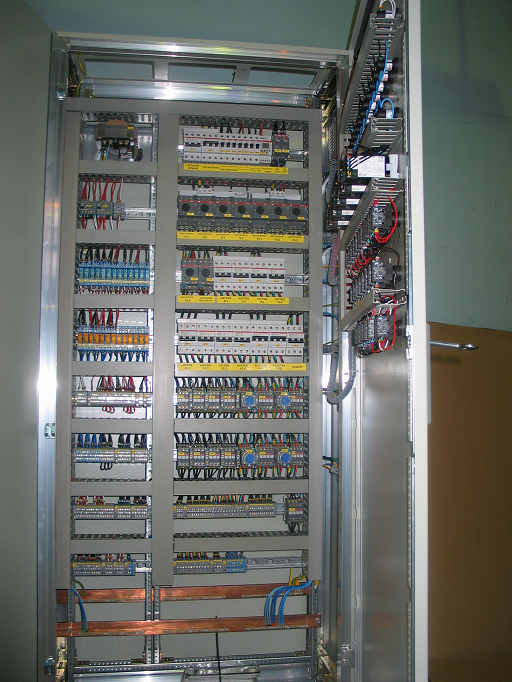
Pre-treatment line power supply
Cabin nominal current 800A. Cabin locates on a maintenance platform. Local cabin manufacturer's delivery and type of protection
-
2002 - Russia

Pre-treatment line path control panel
One bath heating and two drying station controls for aluminium dip pre-treatment with 9 baths. Chemical pump control with auto/0ff/manual selectors. Automatical start up for bath heating with fluid level control.
-
2002 - Russia

Workpoint power supply cabins
New factory layout required electric power outlets and machine power supply points.
-
2001 - Lithuania

Pre-treatment process cabin control panel
One active path heating with one drying chamber. All mechanical and electric designs. Local heating control components.
-
2000-2003 - Finland

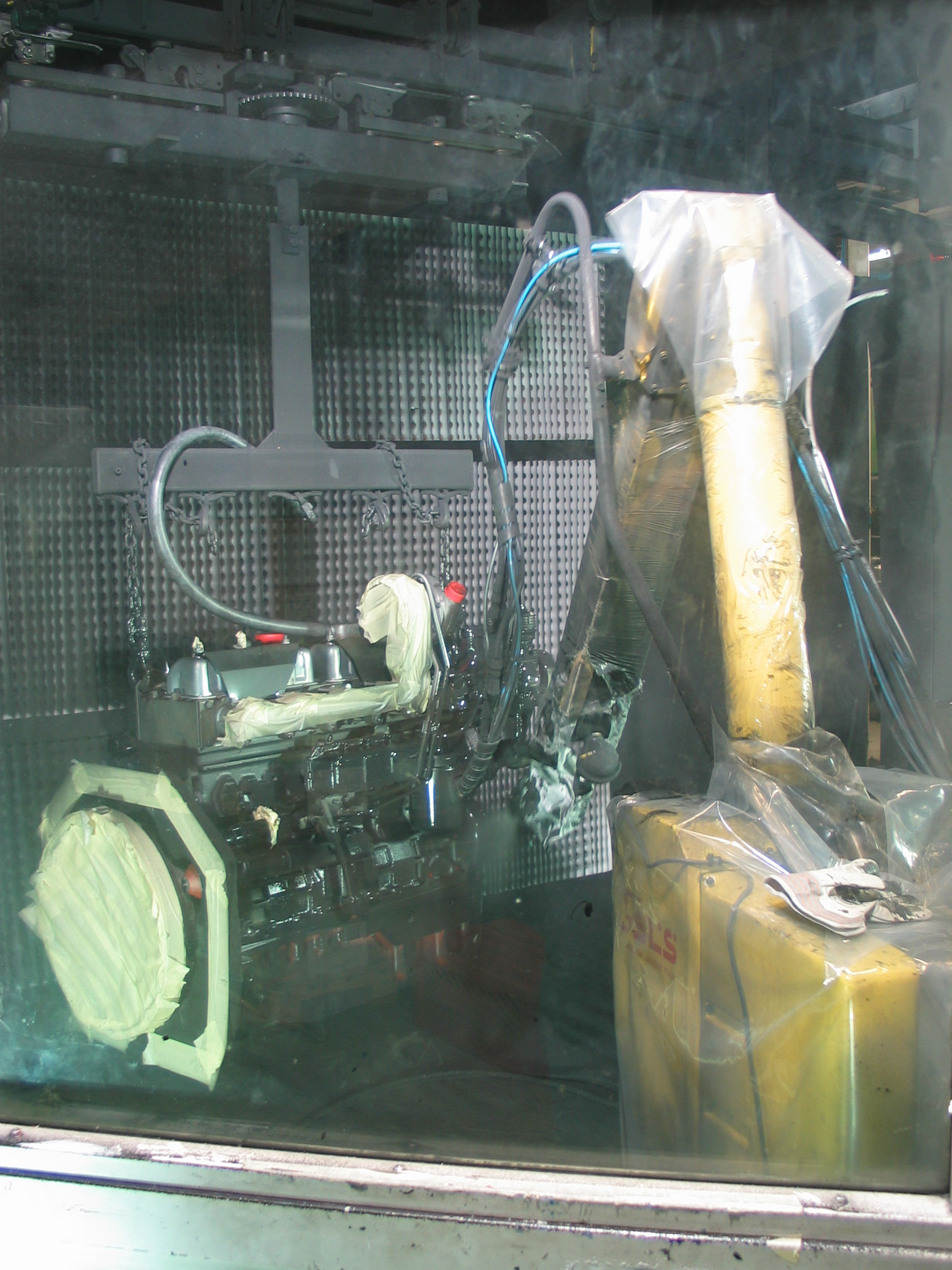
Robotized wet painting system development
Full automatic diesel motor end assembly control system development with 5 colors. 24h data collection for quality control. Serial motor production with size of one unit. Escort memory control system, plc conveyor control and computer HMI. Production increased from annual motor volume of 10.000 unit to 24.000 units
-
2000 - Estonia

Conveyor line control cabin recycling
Logic control system and inverters renewed. Added computer interface for easy interface respect to used old components. Orginal cabin apr. 1988. System is still in production.
-
1997 - Estonia

Aluminum pre-treatment line control
Aluminium tip pretreatment line automated process control system. Control and power electric desings. Interaction with automated process crane. Alkaline wash, etching and Cr6+ coating with two drying ovens. Local control cabin manufacture.
-
1997 - Estonia

Process water puritation control system
Cleaning system designed for chrome 6+ treatment. Chrome reduction 6+->3+, Ph-control and particle filtering. Waste water exit to local waste water chanal. Local control cabin manufacture.
-
1996- - Several

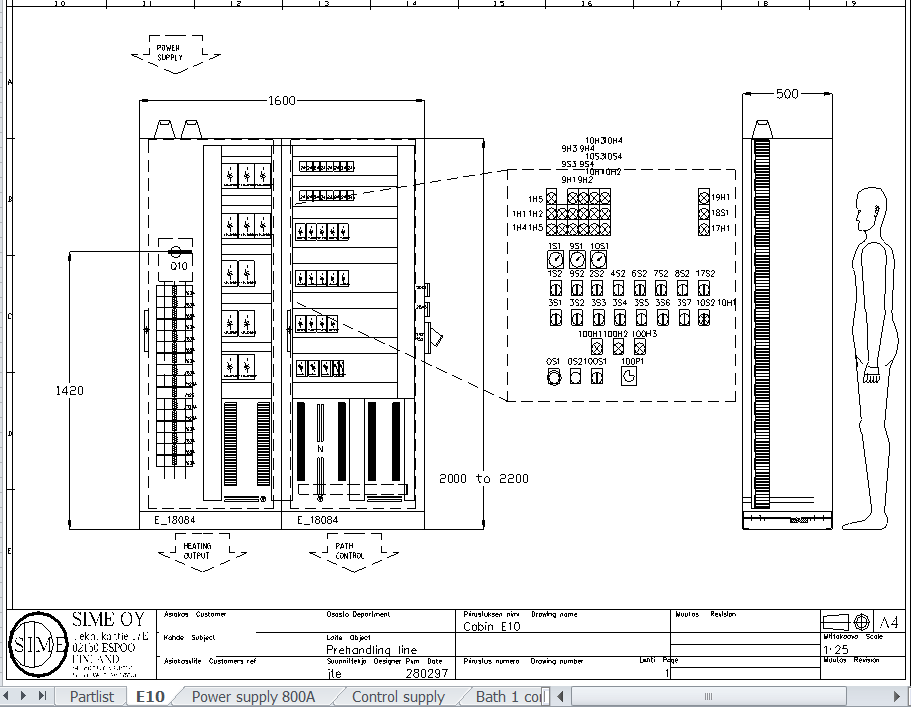
Control cabin E10 design
Pre-treatment process control cabin design. Autocad drawing. Interaction with process crane.
-
1996- - Several

Process crane control checkings and development
Crane rinsing. Checking and inspecting if there is mal functions or should system be updated. Technical documentation in english.
-
1996 - Estonia

Manual powder painting curing oven control panel
Three stage electric heating for small quantity of aluminium profile painting.
-
1996 - Estonia

Pre-treatment process cabin control panel
Mechanical and electrical designs. Process start-up. 2 process path heatings and 2 drying positions. Week timer automated bath heating and off delayed drying functionalities. Component selections made based on local equipment available. Still in production.
-
1996 - Estonia

Pre-treatment process cabin
All mechanical and electric designs. Two power supplies to enable production plant one high voltage transformer service/out of order. Orginal transformers were old CCCP ones. Still in production.
-
1996 - Estonia

New crane control cabin with recycled PLC
Control computer for automated pre-treatment line, crane and process water cleaning. Display (HMI) show all vital data at one sight. Computer do not store any process dynamic data. It stores e.g. dip order paths for different kind of materials. Local control cabin manufacturer.
-
1996 - Estonia

Powder painting factory ventilation control cabin
Control and power electric diagrams. Inverter controlled input and output motor controls.