MECHANICAL solutions, technology RECYCLE and MOTION AUTOMATION
'Automation' introduce 32 examples
Programmable logic solutions
Computer programs for Human Machine Interface: conveyors and cranes
Process controls which have low level relay automation solutions
-
2008 - Russia

Powder painting line controls with IR-Compi oven
Automatical P&F powder painting line with standard conventional electric heated curing oven with IP-Combi zone to increase capacity and decrease powder pollination. Oven control by IUT/Sweden.

-
2008 - Russia

Manu/Auto powder painting line control cabins
Automatical powder painting line with quick switch from high capacity painting to manual painting painting mode. Line, curing oven and all ellectric oven and conveyor designs. System start-up.
-
2006 - on going - Finland

Machine vision application development
Developed machine vision technology enables more safe lifting.
-
2004 - on going - Finland

Mobile crane lifting work development
Studies how to improve lifting work safety, efficiency and motion control. Manuals and technical documentation in English language.
-
2003 - Russia

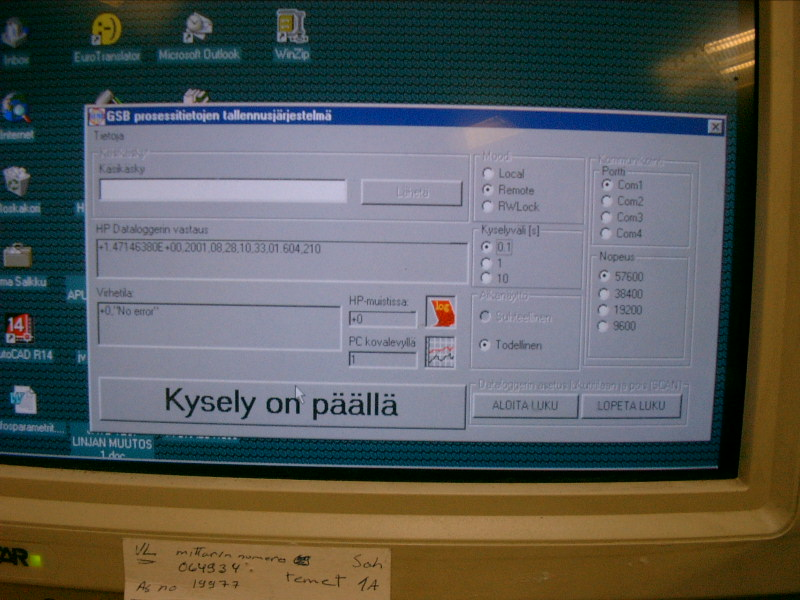
Powder painting line computer HMI
Curing time, station control, data collection and error detection. Curing time individual adjustments, time shifts, etc. Database SQL interface from every day system running.
-
2002 - Russia

Manual conveyor control panel for 5 stops
Automated power and free (P&F) conveyor simple HMI panel. Electric diagrams, mechanical costruction, connection to PLC and computer HMI. Two chains forward/backward, stop 1-5 open/close, mode selector Auto/Manu. Siliminium panel body for hard use.
-
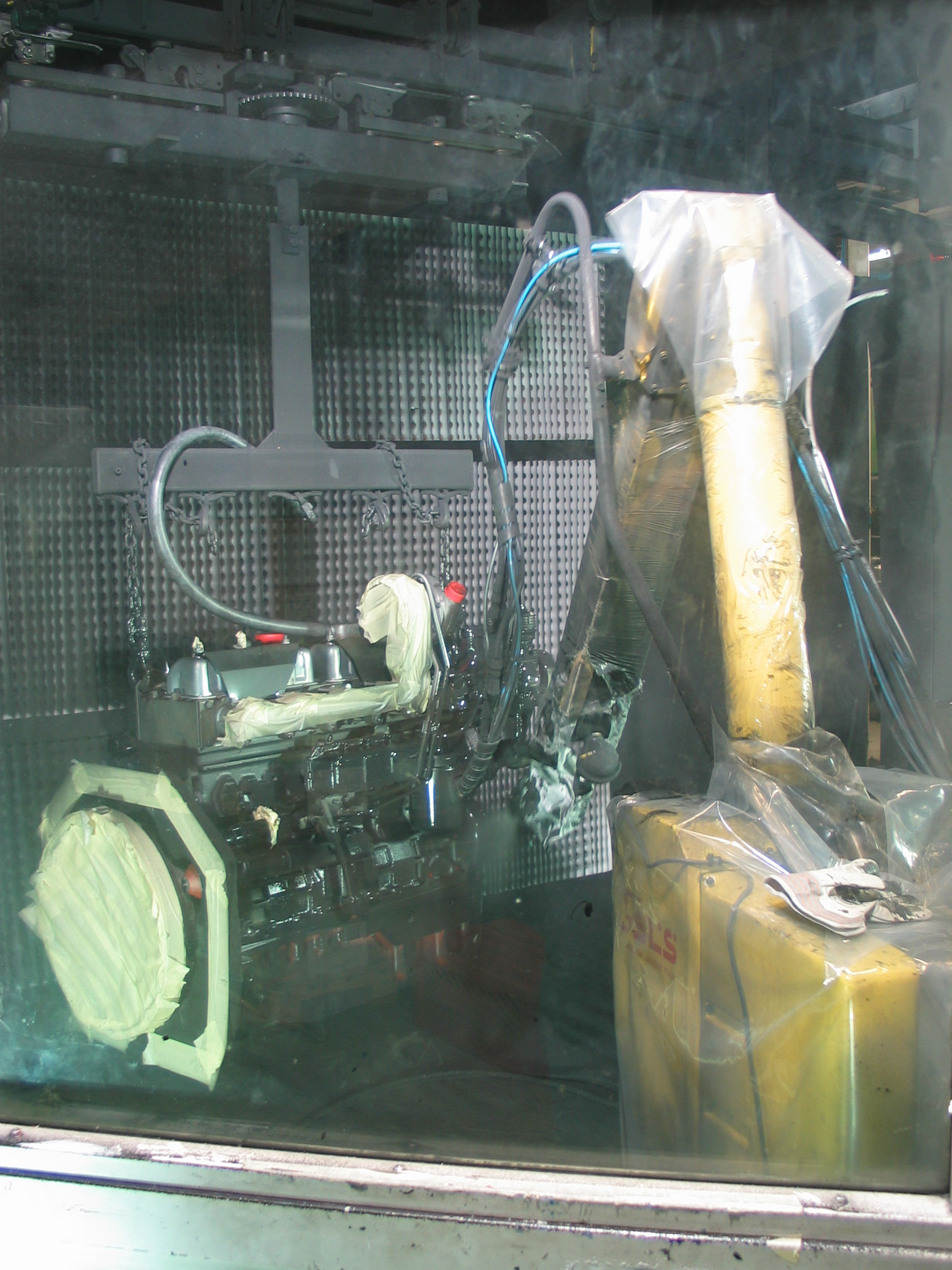
2000-2003 - Finland

Robotized wet painting system development
Full automatic diesel motor end assembly control system development with 5 colors. 24h data collection for quality control. Serial motor production with size of one unit. Escort memory control system, plc conveyor control and computer HMI. Production increased from annual motor volume of 10.000 unit to 24.000 units
-
2000 - Estonia

Conveyor line control cabin recycling
Logic control system and inverters renewed. Added computer interface for easy interface respect to used old components. Orginal cabin apr. 1988. System is still in production.
-
2000 - Finland

P&F Conveyor line SMS control and error HMI
Remote line on/off control. Error detection. Line start up and shut down messages to selected personnel.
-
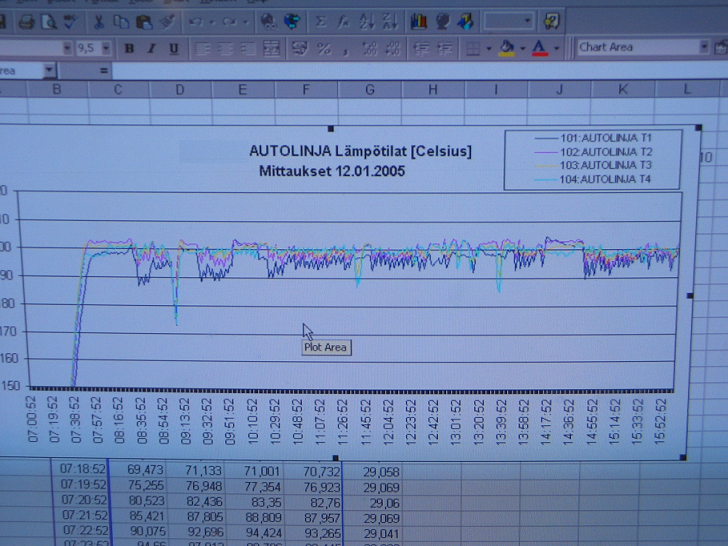
2000 - Finland

Old graphic display of curing oven temperares
Previous versions of data collection collected data to daily databases. All systems did not have SQL query based interfaces and results could seen with Excel.
-
2000 - Finland

Reposition tests with a mobile crane
Easy display view for crane boom reposition applications by setting pin point to needle start.
-
2000 - Finland

Prehandlingline crane HMI with one drying chamber
Individual look a like image display to enable easy control to crane and process. Path orders, rinsing times, drying times may be pre-programmed and quicly sended to process PLC which controls process.
-
2000 - Finland

Computer HMI for two NC machine center's
Basic function works following FROM WHERE TO WHERE x TIMES. If NC center is free for a new product, that will be delivered next. Otherwise system continue low priority tasks untill they are done. System was still few years ago in storage use.
-
2000 - Several

HMI Pendant controller development
Application designs to ensure good process control. Manual or automatic use of system. Direct voltage (380-400VAC) motor controls for simple applications. HMI application controls with SMS, PC, PLC, joystick, etc.
-
1999 - Finland

Automatic data collection
Several production line data collection to ensure quality checks.
-
1999 - Netherlands

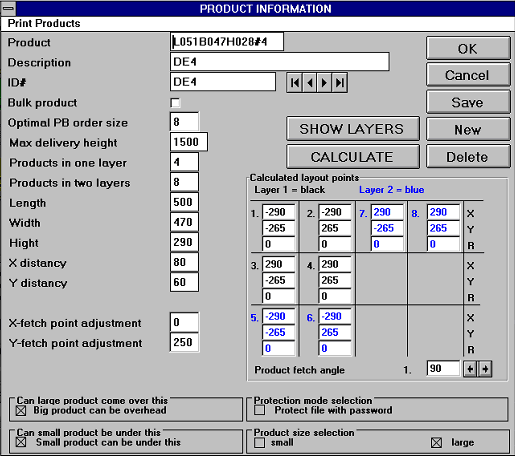
SQL based palletizing layout interface
Layout adjustments are easy by database interface. Customer based basic booleans according palletized products.
-
1998- - Several
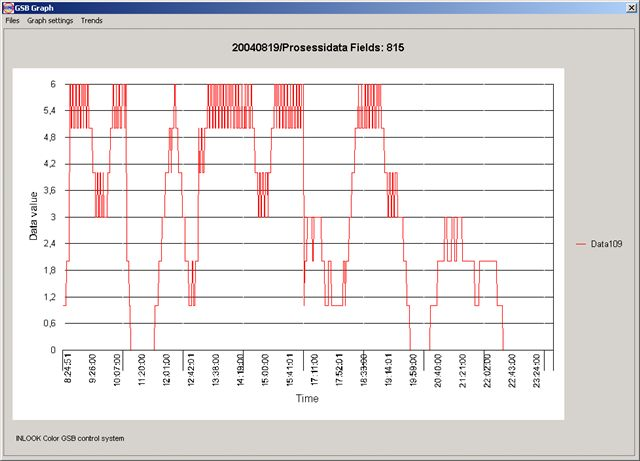
Typical SQL database view from one day
Curing oven passing trolley counts. Color changes, order mounts etc. can be´seen at first sight. Speeds, temperatures, errors are other typical values to display.
-
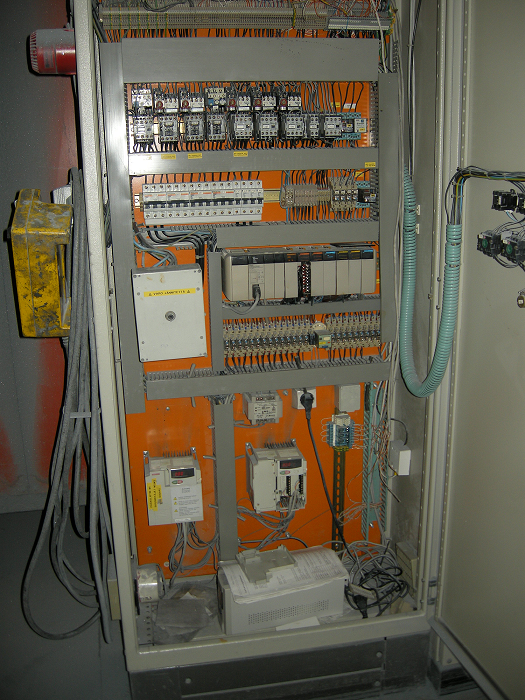
1998- - Several

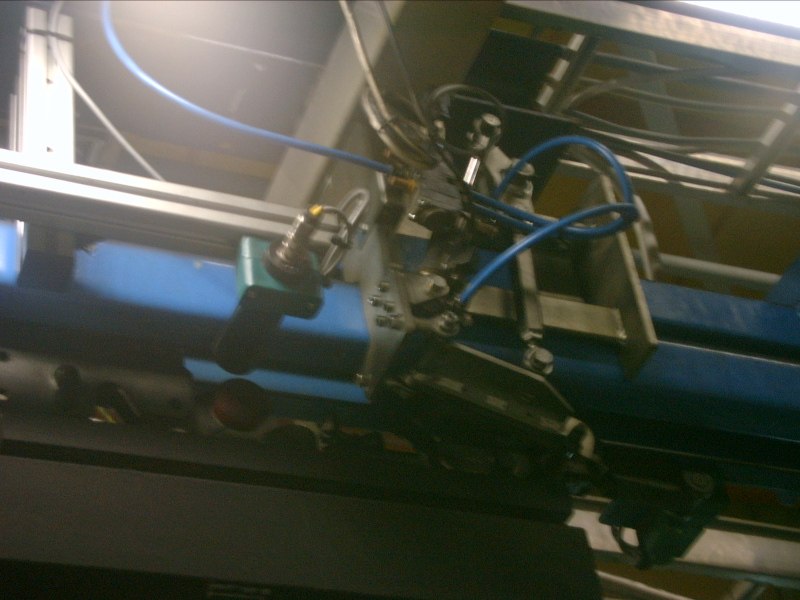
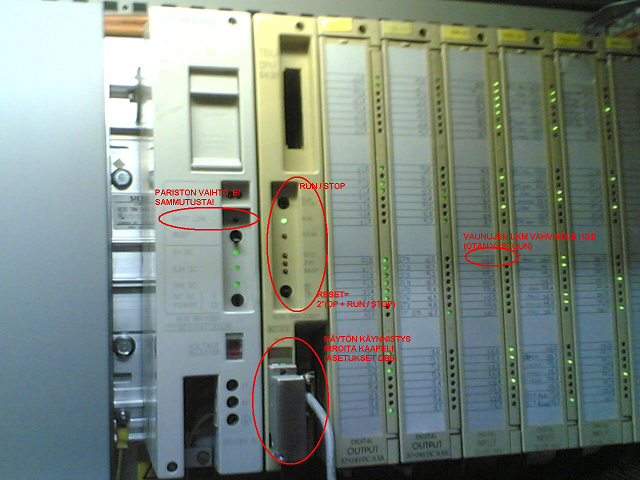
Old plc systems support
A wide range of experience of different kind of old PLC controls and inverters to ensure long term investment usability. Picture: Conveyor cabin error inspection and problem solving (CSF)
-
1998 - Finland

Intelligent storage control system
Two Computer HMI and Siemens S5 PLC control table raw material storage. System ensure quick delivery and ever in order staying storage. Servers two NC-machine centers.
-
1997-2004 - Finland

Escort memory reader for painting color change
Diesel motor individual robotised painting program and wet painting color selection were controlled with escort memory chips. Escort memory also provide accurate product flow times for motor final insallation. Line was started with a production of 13.000 motors and updated up to 24.000 motor manufactured annually. Design, installation, development and upgrades.
-
1997-2004 - Finland

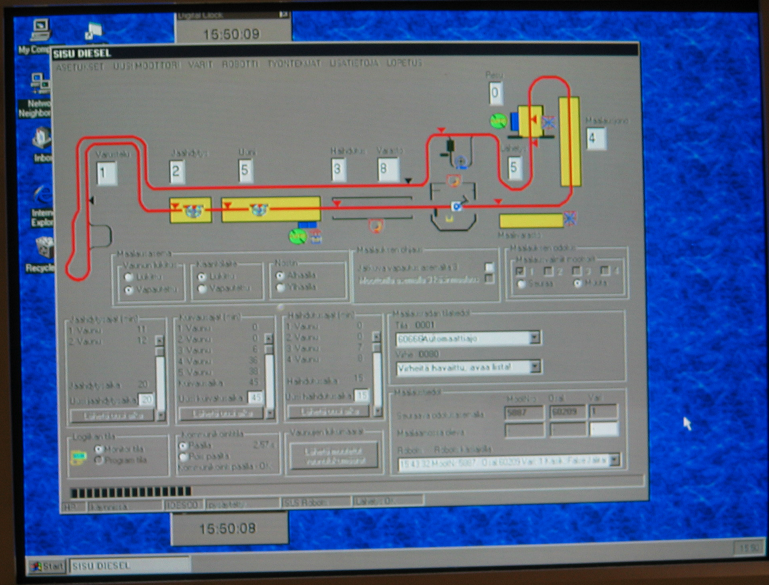
Diesel engine wet painting line computer HMI
Line was three times upgraded mechanically and HMI was upgraded as well. 24/7 data collection of all data, error documentation, individual product control, robotized automated wet painting with 5 colors.
-
1997- - Several

P&F conveyor technical improvements
Fixed manufacturer based PLC program and relay automation control errors. Developed controls to increase conveyor lines productivity.
-
1997 - Estonia

Computer HMI for powder painting line
Customer's application interface for recycled and redesigned powder painting line. PLC Omron. GUI Window NT-XP Old computer with P&F conveyor control HMI installed to a new local industry standard cabin. Computer program was originally designed on Windows NT /95. Programs still in production.
-
1997 - Estonia
Aluminium chrome treatment waste water cleaning
Customers chrome free treatment did not work. Created new application with recycled equipment according customer existing cleaning system. Control and power supply diagrams, PLC program with computer HMI.
-
1997 - Several

Prehanling line HMI with 2 drying ovens
Typical system look a like HMI display to ensure line control. Tecnical documentation - electric drawings, mechanical drawings and Windows program documentation in English.
-
1996- - Several

Powder painting filtration unit service
Component deliverer based control system error detection and problem solving services.
-
1996 - Estonia

New crane control cabin with recycled PLC
Control computer for automated pre-treatment line, crane and process water cleaning. Display (HMI) show all vital data at one sight. Computer do not store any process dynamic data. It stores e.g. dip order paths for different kind of materials. Local control cabin manufacturer.
-
1996 - Finland

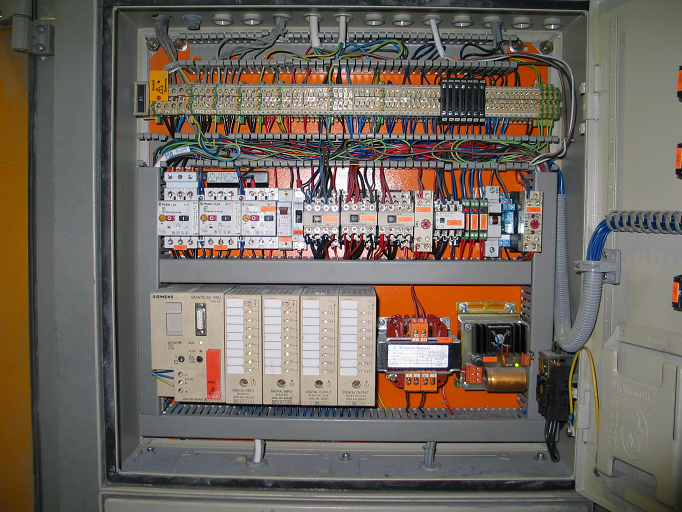
P&F conveyor control cabin update
Old inverters and plc updated according existing equipment. Automated 7/24h computer SQL database quality control with high precision data measuring unit. Cabin from sub manufacturer.
-
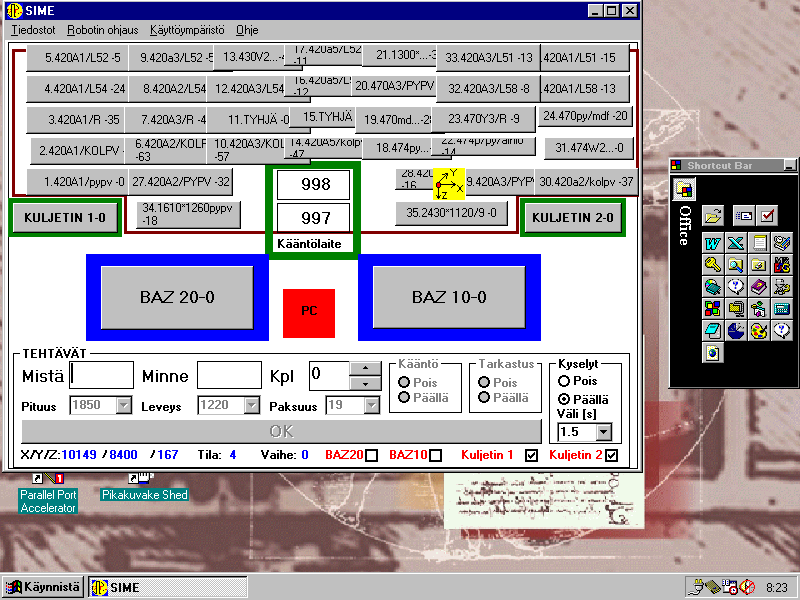
1996 - Estonia

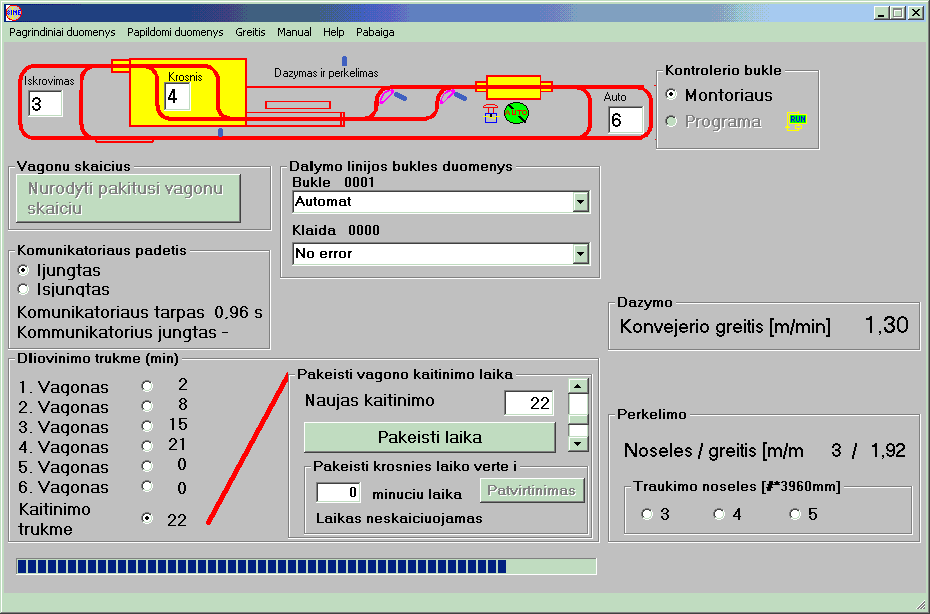
Autoline computer HMI (Human Machine Interface)
Curing oven time adjustment, speed control and stopper buffer adjustments. Because line is recycled, components were renoviert to ensure probber functionality. However new components give generally better functionality. Progran is still in production.
-
1996 - Netherland

Palletizing application technology development
Project development from scratch to final system start up.
-
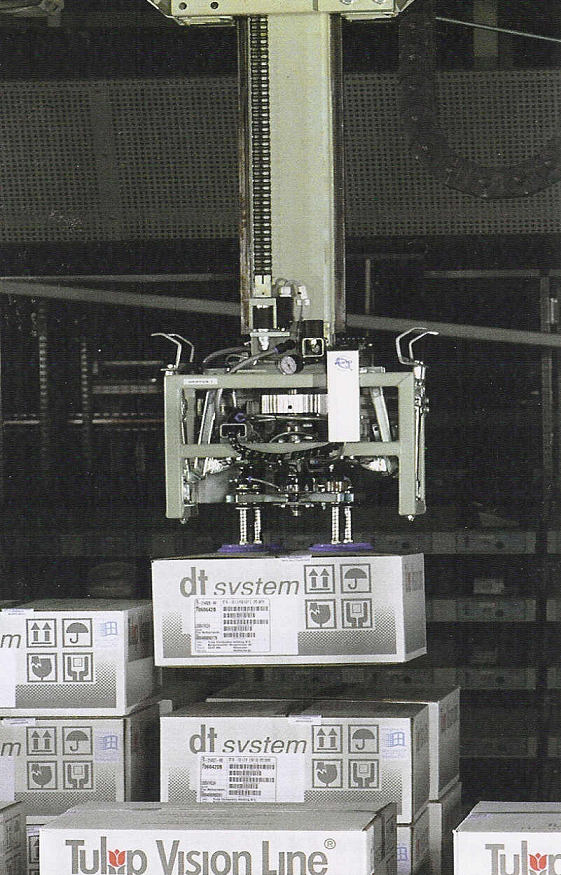
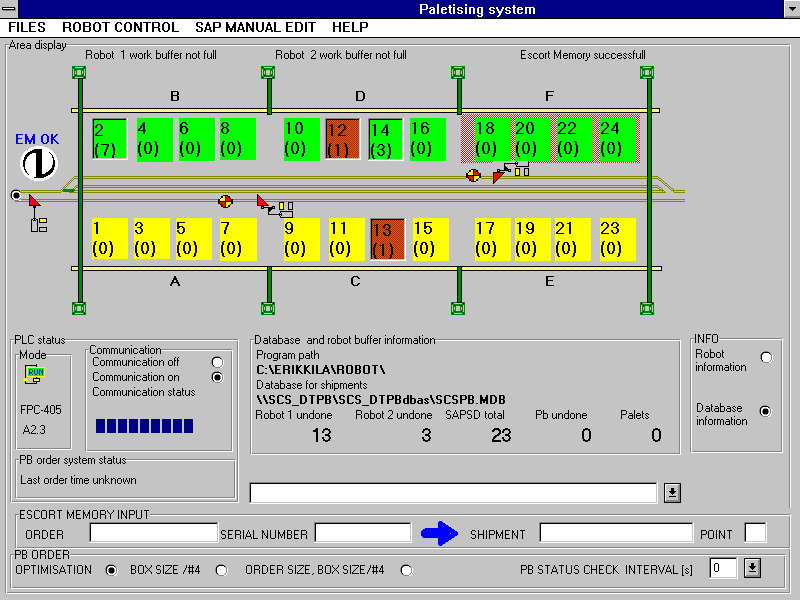
1996 - Several

Intelligent HMI for two palletizing robots
Two servo controlled robots control 22 pallets. 2 empty pallet positions. Escort memory controlled autonomic customer order palletizing. Factory control system delivered by SAP. All technical Windows program and solution development documentation in English.
-
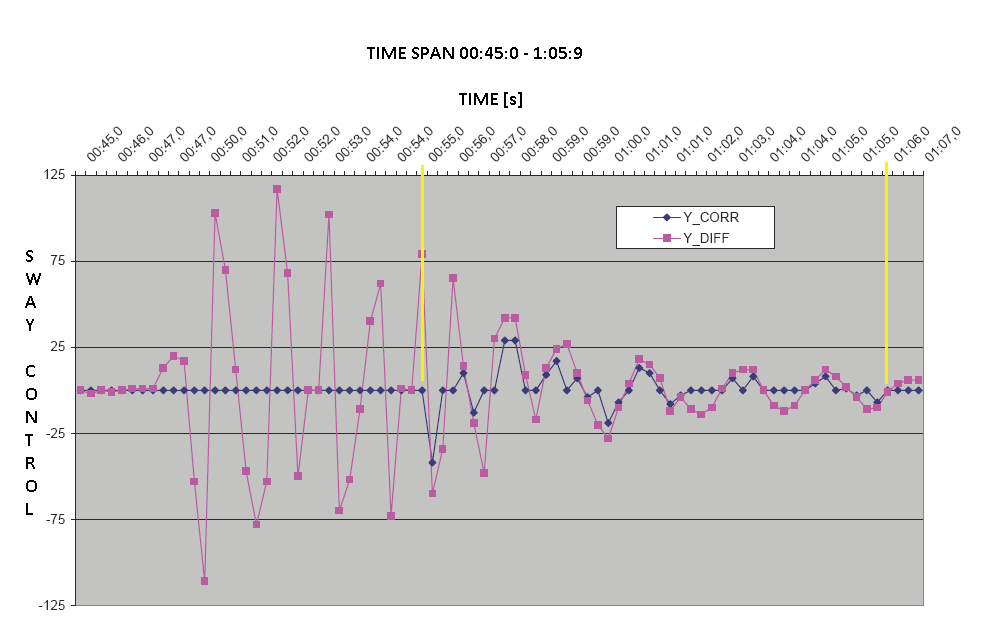
1995 - Finland

Anti-Sway closed loop motion control development
Typical sway motion will continue if we do have any tool for detcting sway motion. At picture center from yellow line automatical anti-sway is switched on which remove sway motion. System works with any size of material handling equipment.